Caros, Impressão 3d é de fato uma verdadeira ciência que não deve ser subestimada. Imprimir ou leia-se FABRICAR, é muito mais do que colocar um gcode no cartão de memória ou em seu printerhost favorito e "rezar" pra que tudo saia como você modelou...ou inda "pegou da NET". Justamente para evitar que suas impressões sejam verdadeiros MILAGRES é que vamos falar sobre como criar peças que possam ser impressas de forma adequada a cada tipo de material evitando assim o desperdício de tempo, dinheiro e principalmente de "Milagres". =] Ok Raz...mas o que é o "Overhang" e porque preciso tomar cuidado com isso ? Overhang é o angulo de ataque máximo que um determinado material suporta antes de ceder tornando a impressão de peças com ângulos de ataque elevados complicada ou até mesmo impossível! A maioria das impressoras 3d disponíveis em laboratórios e lares do Brasil e do mundo utiliza técnicas de fabricação aditiva ou seja, por depósito de material com choque termico onde o material é "soldado" em camadas até que se complete o desenho final , este efeito acontece justamente pela demora do material em se solidificar enquanto recebe quase que imediatamente outra camada por cima, então quanto mais rápido o mesmo endurecer depois de extrusado, menos propenso ao efeito o mesmo será!
Caros, Em primeiro lugar gostaria de agradecer a equipe do Robotizando pela oportunidade de compartilhar conhecimento com vocês através deste canal, o nosso assunto do dia remete a criação de peças com padrão Voronoi para Impressão 3d e seu consequente uso decorativo e funcional. Mas...o que é Voronoi afinal? Voronoi é um padrão matemático que consiste na decomposição de um espaço métrico em agrupamentos menores formando "ilhas" ou pontos geradores. Cada ponto gerador está associado a um conjunto de seguimentos menores onde a distancia entre os mesmos e a dos ponto geradores é sempre a mesma. O padrão criado por Georgy Voronoi, é fantástico para impressão 3d pois além de gerar bons desafios para testarmos os limites da fabricação FDM e SLA, também permite a criação de peças maravilhosas para usos diversos, como os exemplos abaixo:
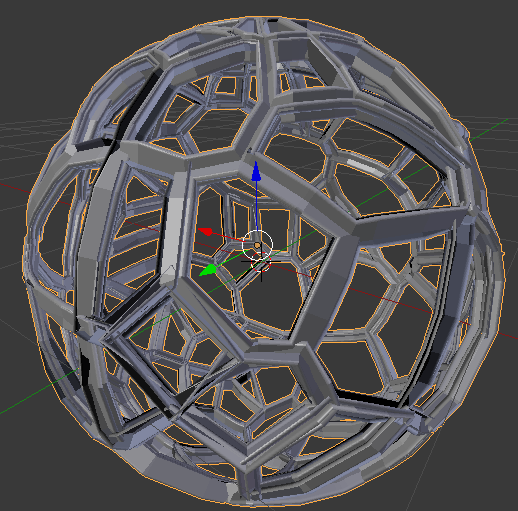
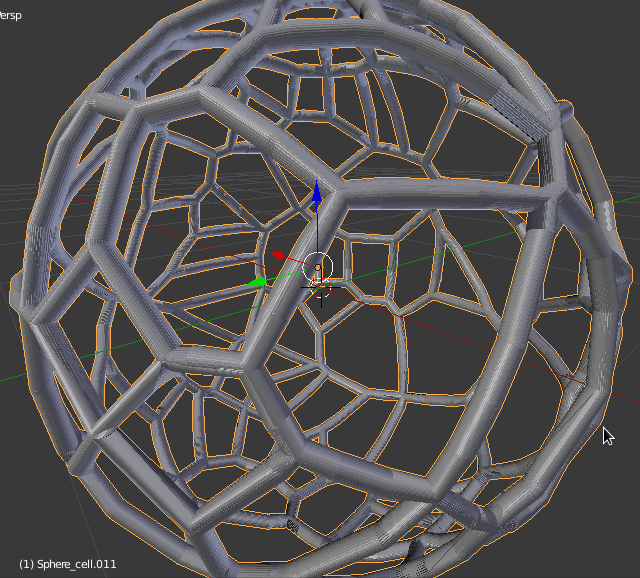
Globo Voronoi
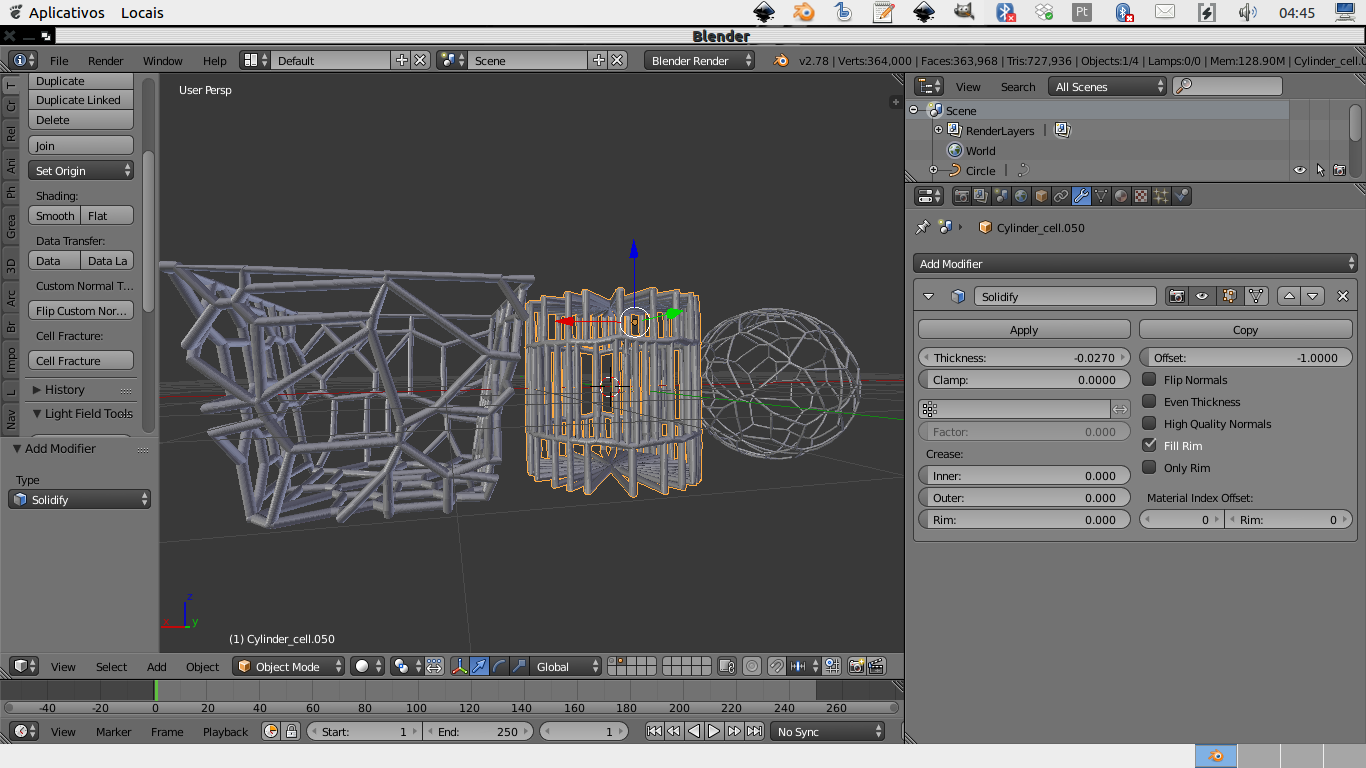
Cubo porta objetos Voronoi
Exemplo Voronoi abstrato
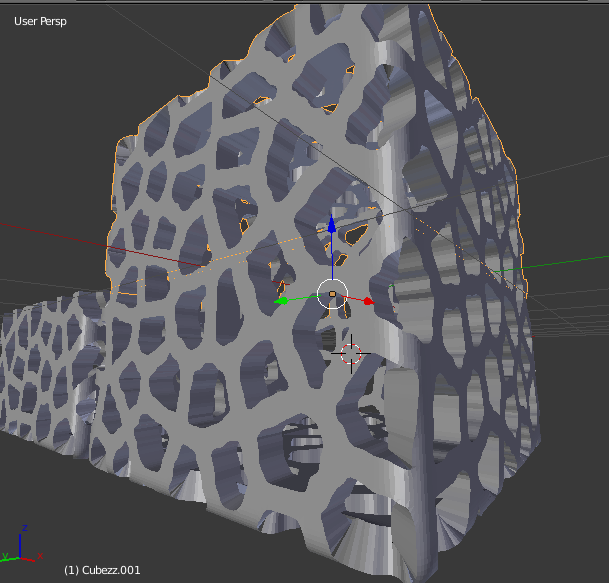
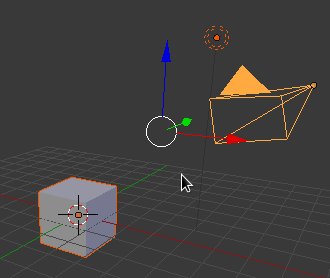
Dito isso, vamos começar com uma técnica simples para modelar sem grande esforço um globo como o visto no exemplo utilizando uma das mais potentes ferramentas de modelagem 3d do mercado, o tão famoso BLENDER! Comecemos então criando uma cena limpa, para tal, precisamos deletar todos os objetos presentes na cena 3d atual, faça então uso da tecla "A" para selecionar todos os objetos de uma única vez.
Para deletar todos os arquivos da cena 3d basta pressionar a tecla "X" ou "DELETE".
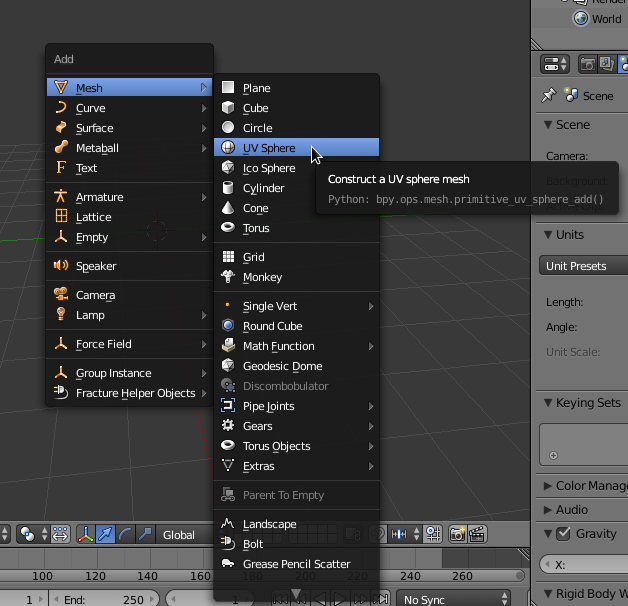
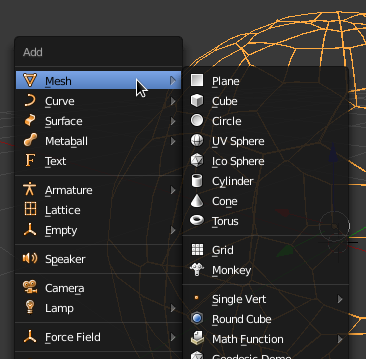
Feito isso, vamos agora adicionar uma esfera, para tal, chame o menu "Add" utilizando o comando "Shift+A"
Adicionar esfera a cena 3d
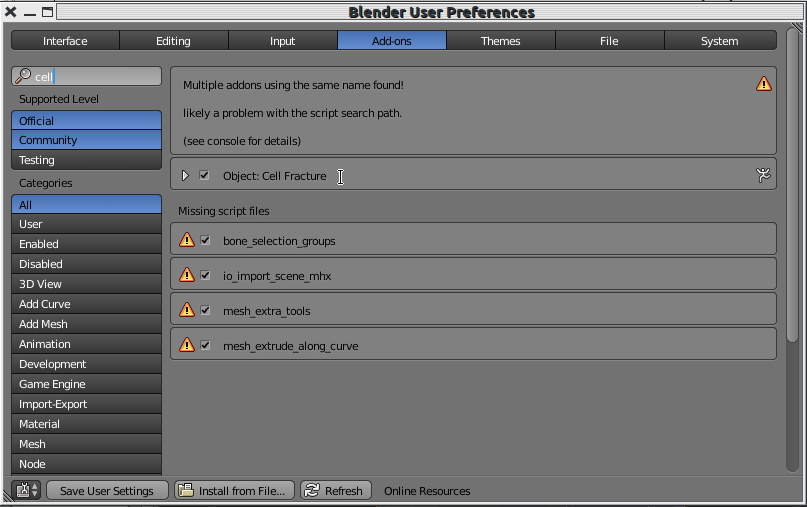
Feito isso vamos criar os pontos geradores do nosso padrão utilizando um truque criado para outra finalidade. A fratura de objetos por células geralmente é utilizada para criar explosões e outros efeitos de demolição no Blender, porém, no advento da impressão 3d tal ferramenta ganhou nova serventia facilitando muitas tarefas! O primeiro passo é habilitar a ferramenta, isso é feito através do menu de preferências do Blender: Basta digitar "Cell Fracture" para encontrar o recurso. Feito isso habilite o mesmo e feche esta janela. Agora vamos usá-lo sobre a esfera, para tal, selecione a mesma com o botão direito do mouse e do lado direito a ferramenta que acabamos de habilitar já estará disponível para uso:
Ativar ferramenta de fratura por células
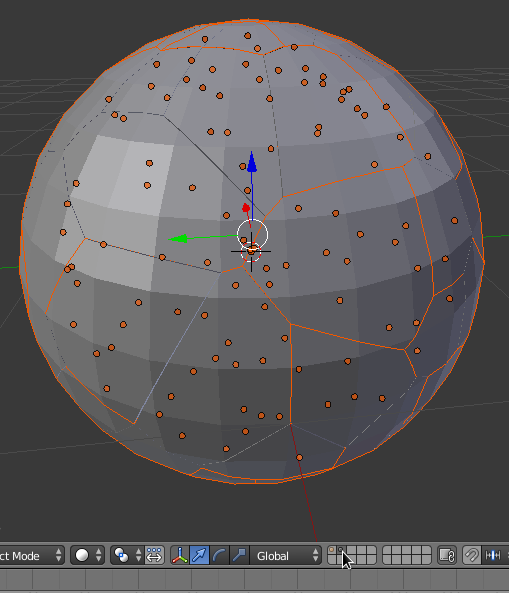
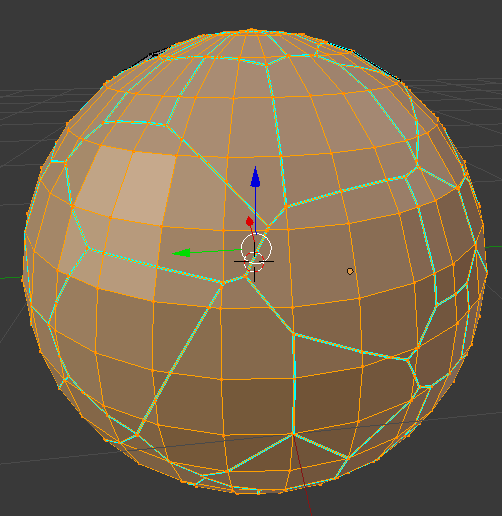
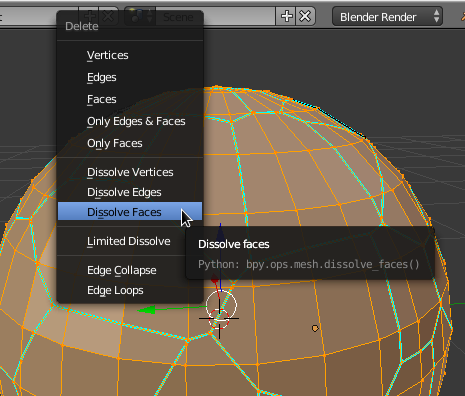
Uma vez ativada a ferramenta, nenhuma ação é necessária a não ser mandar a mesma executar a tarefa, porém, é possível modificar o tamanho das células e o seu posicionamento, o que pode ser feito em outras ocasiões. Concluído o trabalho, é necessário alterar a visualização para a segunda camada da cena 3d para que se possa ver o resultado da ação da ferramenta bem como continuarmos trabalhando na malha. Feito isso, utilize o comando "A" presente no seu teclado para selecionar todos os pedaços do objeto, por fim aplique o comando "Ctrl + J" para unificá-los! Feito isso, vamos agora alterar para o modo de edição direta da malha 3d, isso se faz precionando a tecla "Tab", presente no seu teclado. A nossa esfera está tomada por filetes laranjas e azuis, isso nos diz que todas as suas faces, estão selecionadas enquanto que as marcações azuis remetem as fraturas provocadas pela ferramenta anterior. Prosseguindo, vamos agora limpar a malha dissolvendo as faces para facilitar a eliminação posterior das mesmas uma vez que queremos apenas as fraturas eliminando todo o resto. Feito isso, reparem que agora a malha parece e é realmente muito menos complexa! Para finalizar, pressione novamente a tecla "x" e delete apenas as faces do objeto:
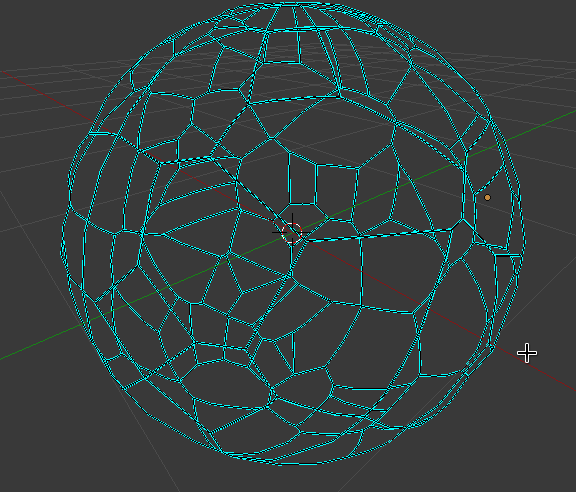
Concluída a tarefa agora temos apenas o caminho produzido pelas fraturas!
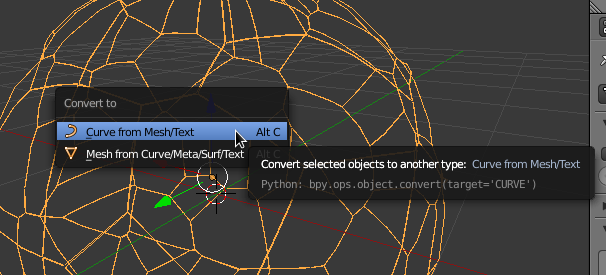
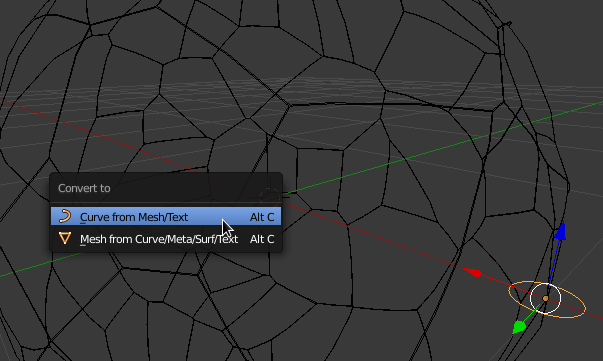
Agora vamos voltar para o modo "Objeto" do Blender e transformar o frame gerado pelas fraturas em curvas vetoriais! Isto se faz necessário para que possamos preencher a fratura com uma nova malha sem esforço!
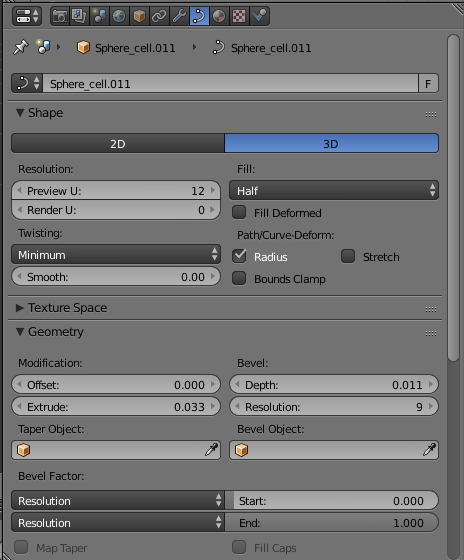
Feito isso, vamos agora extrudir a nossa nova curva! Para tal, basta aplicar um pequeno valor de extrusão na aba de controle de curvas vetoriais presente do lado direito da interface do Blender! Se desejar você também pode brincar com a profundidade e a resolução da mesma como no exemplo abaixo: Wow mas... não ACABOU! Para quem desejar ir além.... =] , volte para o passo antes da extrusão e adicione um circulo simples posicionando o mesmo na lateral da nossa esfera: Feito isso, mova o circulo para a extremidade direita da esfera. Por fim selecione a nossa esfera e o circulo transformando ambos em curvas, feito isso selecione apenas a esfera e na aba de controle vetorial navegue até a opção denominada "Bevel'. Uma vez ali, adicione o circulo que criamos e a esfera assumirá o contorno liso do mesmo! Se modificarmos o tamanho do circulo que criamos podemos controlar também a espessura do padrão que criamos para a esfera! Esta mesma técnica também pode ser usada com outros formatos geométricos clássicos como o próprio cubo por exemplo! Mas isso vai ficar como experimento para quem desejar experimentar e nos enviar o resultado impresso que tal? Dito isso, vejo vocês no nosso próximo assunto! Boas festas pessoal!
Olá pe-pe-pessoal! Voltamos aqui para atualizar a documentação do desenvolvimento do nosso bico extrusor. Durante a semana eu realizei algumas modificações que já havia planejado fazer e aproveitei esse bico recém construído para poder aplicar os "upgrades". Mas antes dos upgrades, vamos à dois vídeos que produzimos para este POST: O primeiro são algumas dicas sobre como fazer o furo na barra roscada de 6mm aço inox: O segundo vídeo é o resultado de uma impressão com o nosso bico recém atualizado.
Agora vamos aos upgrades:
UPGRADES
1 - Mais desbaste no estrangulamento de calor Usei a lima e aprofundei o desbaste do estrangulamento de calor. 2 - Desbaste na ponta do bico Se você quiser ter um bico que não "borre" a peça, ele precisa ter o orifício de saída bem ao centro e com pouco material ao redor. Veja na foto abaixo o bico depois de uma aparada com a lima. 3 - Criar um rebaixo na ponta para chave de boca. Novamente peguei a lima e fiz dois desbastes para encaixar uma chave de boca. Isso facilita muito na hora de prender o bico no bloco aquecedor. Veja como ficou este upgrade: 4 - Otimização térmica Ao desmontar o bico para realizar os ajustes, notei que o tubo extrusor que fica dentro do furo principal do bloco aquecedor poderia ser melhor acoplado termicamente usando pasta térmica. Depois dos testes notamos uma curva de aquecimento mais linear, o que indica o melhor espalhamento do calor pela peça. Veja as fotos deste upgrade: 5 - Mumificação do bico O termo é muito engraçado, mas é real! A mumificação de toda parte quente do bico extrusor serve para impedir ou minimizar a perda de calor por irradiação. Com o bloco aquecedor exposto, uma parte do calor é perdido por irradiação e convecção do ar quente que circunda o bico. Ao aplicar teflon, isolamos o bloco aquecedor de contato com o ar e evitamos a irradiação de infra vermelho. Isso feito, o bico fica com a curva de temperatura muito mais estável, e gasta menos energia de todo sistema. Veja as fotos deste upgrade: ] Veja nesta foto abaixo como o orifício de saída está bem no centro da peça.
Um dia conheci a impressora 3D e foi paixão à primeira vista. Aquilo sim é uma revolução. Poder criar peças e outras impressoras era genial! Logo me veio a cabeça: "Preciso construir uma impressora". E assim iniciei o desenvolvimento de uma RepRap Wallace. O começo é meio estranho porque você encontra muitas opções diferentes de estrutura, tração, extrusão, etc. Confesso que fiquei meio perdido com tudo que vi. Depois de muita leitura e alguns meses, consegui terminar a estrutura básica e a eletrônica de controle. Em um outro artigo comentarei sobre esse desenvolvimento. Veja a máquina abaixo:
RepRap Wallace Robotizando
Ficou faltando apenas construir o bico extrusor. E ai perdi 3 meses e após 8 tentativas,consegui fazer um bico extrusor que funcione bem, e por bastante tempo. Mas a piração tinha que ir mais longe. o bico deveria poder ser construído pelo máximo número de pessoas possível, portanto o processo deveria ser simples para ser feito em casa. Neste artigo, iremos construir um bico extrusor com bloco aquecedor.
Nosso Primeiro Bico Extrusor perfeito
Teoria de funcionamento Segundo o wiki do site RepRap o bico extrusor possui uma parte crítica que deve ser bem projetada. Fiz um desenho para ilustrar e resumir o que nosso bico extrusor deve possuir na sua estrutura:
Desenho de um bico extrusor
1 - Entrada do filamento - A parte que está pintada em azul. Essa parte do bico deve ser fria, ou seja, com temperatura abaixo da temperatura de transição vítrea do plástico usado. A temperatura de transição vítrea é aquela em que o plástico começa a amolecer, ou seja, deixa de ser duro e passa a ser molengo. Essa temperatura para o PLA é 60 graus. 2 - Trecho crítico - em amarelo, é a parte onde o plástico começa a amolecer. Essa parte deve ser a menor possível. Se esta parte for muito longa, o plástico amolecido se expande e causa muito atrito na parede do tubo, tornando a extrusão mais difícil. Todo desenho do bico deve cumprir bem essa regra se não o bico entope. 3 - Saída do filamento - Em vermelho, esse trecho é onde o plástico vai para a temperatura de fusão completa e sai derretido pela ponta do bico de extrusão. Antes de demonstrar como fizemos nosso bico, vamos listar todos os princípios que usamos para atingir o objetivo:
O bico precisa ser fácil de fazer
Os materiais devem ser de fácil obtenção
Nenhuma ferramenta especial deve ser usada
O custo do bico deve ficar o mais barato possível.
Instrução de construção e montagem no formato de foto-tutorial
Lista de Materiais e Ferramentas Preparamos uma lista completa de materiais e ferramentas que você precisará para construir o seu bico extrusor. Vamos à elas: Lista de Materiais
Barra de alumínio com as medidas 19mm x 9,5mm x 22mm
Tarugo de latão com 9 mm de diâmetro x 12 mm de comprimento
Barra roscada de aço inoxidável com 6 mm de diâmetro e 40 mm de comprimento
Espaguete térmico de 2mm x 80 mm cortado em 4 pedaços de 20 mm
Resistor de fio de 4,7Ohms x 5Watts corpo cilíndrico e cerâmico
Termistor tipo NTC de 100KOhms
Cola para parafusos tipo trava-rosca (adesivo anaeróbico)
Fita Kapton 5 mm (usaremos cerca de 30 cm)
Conector kk passo 2,54 duas vias macho
Conector kk passo 5,08 duas vias macho
Lista de Ferramentas
Furadeira de bancada pequena ou furadeira manual
Morsa pequena de bancada
Arco serra com serra para metais
Broca Aço rápido de 6 mm
Broca Aço rápido de 5 mm
Broca Aço rápido de 4,5 mm
Broca Aço rápido de 2 mm
Broca 0,4mm ou 0,6mm
Alicate de bico
Paquímetro
Lima quadrada pequena (4mm)
Lima quadrada média ( 10mm)
Lima cilíndrica 6mm
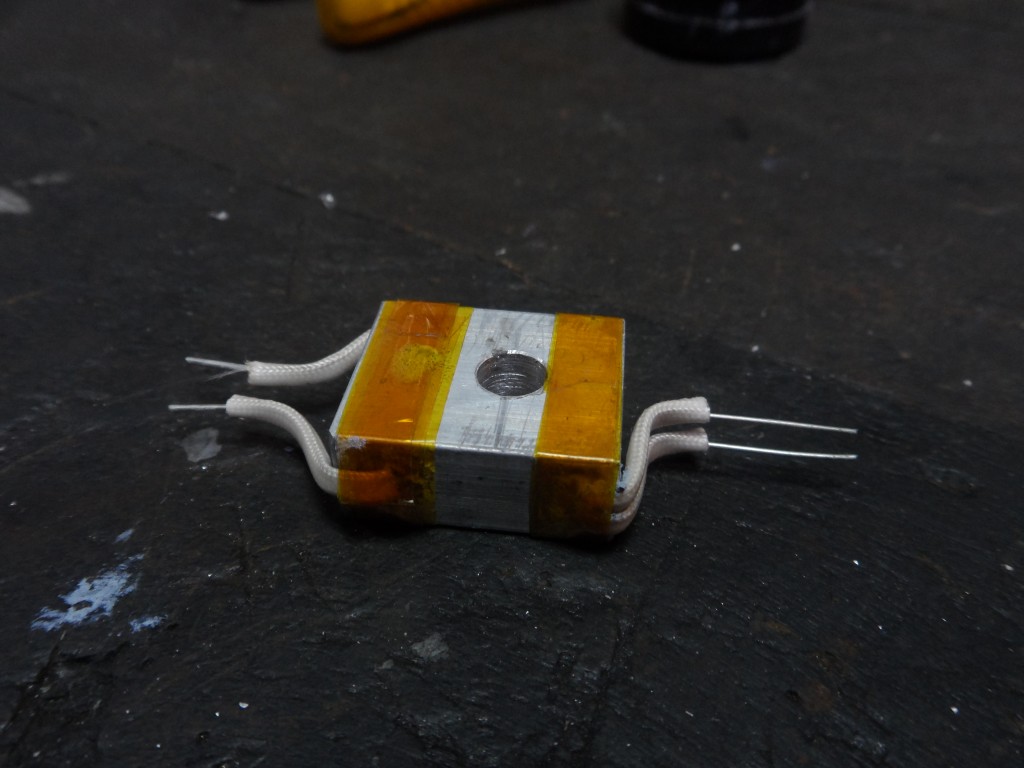
Bloco aquecedor e Tubo de extrusão Dividimos a construção do nosso bico extrusor em duas partes: Bloco aquecedor e Tubo de extrusão. O bloco aquecedor contém o gerador de calor (registor) e o sensor de calor (termistor). O tubo de extrusão é o caminho por onde o filamento passa, derrete e sai (bico) Vamos à um resumo desses dois conjutos. Bloco Aquecedor
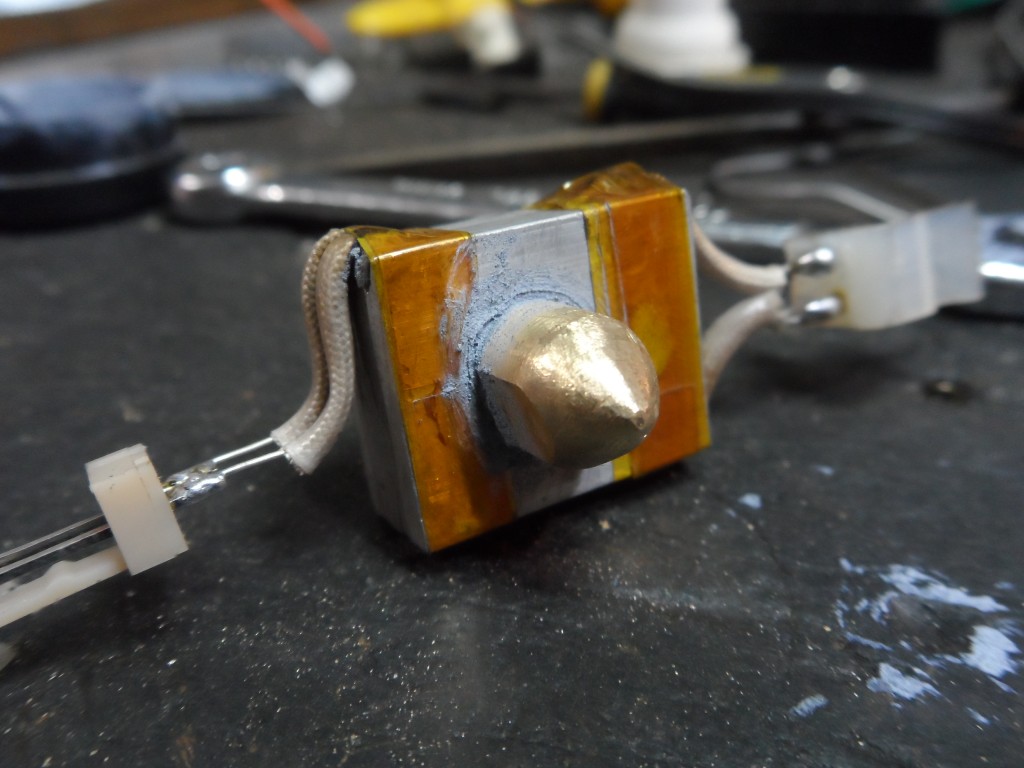
Bloco Aquecedor
O bloco aquecedor e construído com um pedaço de barra de alumínio, um resistor de 4,7Ohms 5W e um termistor NTC de 100K. Inicialmente usei cobre para o bloco aquecedor, mas o cobre é mais difícil de furar, além de ser mais caro também, então encontrei um bloco de alumínio, este muito mais leve e fácil de trabalhar. Tubo de extrusão O tubo de extrusão é composto por um pedaço de 40mm de rosca sem fim de 6mm de aço inoxidável. Usamos aço inox porque esse material é péssimo condutor de calor e é isso que desejamos, um mau condutor de calor para manter o trecho crítico curto. Na ponta de saída da extrusão, usamos latão, pois esse material é bem mole e fácil de furar com a broca de 0,4mm. E chega de delongas!!!! Na próxima página vamos iniciar a construção do bloco aquecedor e do tubo de extrusão. Vamos nessa!










 4 - Otimização térmica Ao desmontar o bico para realizar os ajustes, notei que o tubo extrusor que fica dentro do furo principal do bloco aquecedor poderia ser melhor acoplado termicamente usando pasta térmica. Depois dos testes notamos uma curva de aquecimento mais linear, o que indica o melhor espalhamento do calor pela peça. Veja as fotos deste upgrade:
4 - Otimização térmica Ao desmontar o bico para realizar os ajustes, notei que o tubo extrusor que fica dentro do furo principal do bloco aquecedor poderia ser melhor acoplado termicamente usando pasta térmica. Depois dos testes notamos uma curva de aquecimento mais linear, o que indica o melhor espalhamento do calor pela peça. Veja as fotos deste upgrade: 
 5 - Mumificação do bico O termo é muito engraçado, mas é real! A mumificação de toda parte quente do bico extrusor serve para impedir ou minimizar a perda de calor por irradiação. Com o bloco aquecedor exposto, uma parte do calor é perdido por irradiação e convecção do ar quente que circunda o bico. Ao aplicar teflon, isolamos o bloco aquecedor de contato com o ar e evitamos a irradiação de infra vermelho. Isso feito, o bico fica com a curva de temperatura muito mais estável, e gasta menos energia de todo sistema. Veja as fotos deste upgrade:
5 - Mumificação do bico O termo é muito engraçado, mas é real! A mumificação de toda parte quente do bico extrusor serve para impedir ou minimizar a perda de calor por irradiação. Com o bloco aquecedor exposto, uma parte do calor é perdido por irradiação e convecção do ar quente que circunda o bico. Ao aplicar teflon, isolamos o bloco aquecedor de contato com o ar e evitamos a irradiação de infra vermelho. Isso feito, o bico fica com a curva de temperatura muito mais estável, e gasta menos energia de todo sistema. Veja as fotos deste upgrade: 
 ]
] Veja nesta foto abaixo como o orifício de saída está bem no centro da peça.
Veja nesta foto abaixo como o orifício de saída está bem no centro da peça.