Tubo de extrusão O tubo de extrusão é feito de aço inox e latão. Vamos começar separando esses materiais abaixo: Primeiramente pegamos a barra roscada de 6mm e cortamos um pedaço de 40 mm. Esse será nosso tubo de extrusão. Pegamos essa barra roscada de 6mm x 40 mm e vamos meter-lhe um furo de 2mm pelo centro, de uma ponta a outra da barra. O truque da inversão Normalmente prendemos a broca no mandril da furadeira e deixamos a peça presa na morsa. Porém, para fazer um furo no centro de um cilindro, descobri que prender a peça no mandril é MUITO melhor. Veja na foto abaixo: Prendemos a barra roscada no mandril superior e usamos um outro mandril para prender e segurar a broca. A maior vantagem de fazer assim é que conseguimos centralizar melhor os furos. Agora visto de baixo. Ligamos a furadeira e vamos baixando a peça até que o centro da broca encoste o centro da peça. Veja na sequência. Note o ponto central, indicando que a broca marcou o ponto. Para saber se a broca está no centro, ao pressionar a broca contra a peça, esta deve ficar paradinha, sem tremer ou balançar. Depois de achar o centro, você deve baixar a peça contra a broca até fazer o furo nos 40 mm de barra roscada que cortamos. Essa furação é relativamente simples, mas se não for feita com os cuidados necessários, a broca quebra e tanto a peça quanto a broca são perdidas. Estes são os cuidados ao fazer este furo:
Usar lubrificante tipo WD. Lubrificar a cada 2 mm de furo
Baixar a peça devagar, fazendo movimentos para cima e para baixo para limpar os cavacos
Manter mandril com a broca fixo debaixo da peça e perfeitamente centralizado.
Quando a broca penetrar todo o fuso de corte, tome mais cuidado ainda com os cavacos. Eles precisam sair e se acumularem a broca quebra.
Se tudo der certo, você terá um furo perfeitamente centralizado na sua barra roscada. Agora vamos fazer a ponta de latão. Pegue a barra de latão e corte um pedaço de 12 mm. Depois de cortar o pedaço, encaixe ele no mandril da furadeira e inicie o processo de desbaste da ponta. Para isso usamos uma lima chata ou quadrada e um todo de madeira. A medida que a ponta gira você deve usar a lima normalmente, com movimento vai e vem para desbastar a ponta de latão em um formato cônico. Veja o desbaste quase terminado. Agora com a broca de 0,6 mm vamos fazer um furo no centro do cone. Usamos a mesma técnica de deixar a broca parada e a peça girando. Depois de furar, vemos o lindo orifício na ponta de latão. Não saiu exatamente no centro, mas para a impressão 3D isso não importa muito. Agora vamos preparar o pedaço de latão para que ele encaixe na barra roscada de 6mm. Inicialmente marcamos a broca de 2mm para saber que ela só poderá entrar até a marca no latão. Prendemos a peça com a ponta reta para baixo e colocamos a broca de 2 mm no mandril fixo. Aquela mesma técnica... acha o centro e perfure até que a broca de 2mm atinja a marca feita com a caneta. Temos até o momento, a seguinte peça: De um lado, um furo guia de 2mm que vai quase até o outro lado. E na outra ponta, o furo de saída de 0,6mm Agora vamos fazer uma rosca na ponta que tem o furo de 2 mm. Vamos usar essa rosca para prender a peça de latão na barra roscada. Vamos na tabela e procuramos a rosca 6mm x 1,00mm que é a rosca da barra roscada. Na foto abaixo, podemos observar o diâmetro da broca que precisamos usar para fazer a rosca de 6mm na nossa ponta de latão. Então pegamos a broca de 5mm e fazemos o furo sobre o furo guia de 2mm que fizemos anteriormente. A peça agora possui um furo de 5 mm e permite que utilizemos uma ferramenta chamada "macho" para fazer a rosca. A ferramenta "macho" é colocada no "vira-macho", ferramenta azul na foto abaixo. Prendemos a peça de latão na morsa e usamos o macho para fazer a rosca de 6mm x 1,00mm Linda rosca pronta! Foto do conjunto até o momento: Bloco aquecedor e tubo de extrusão. Vamos finalizar o tubo de extrusão, juntando a peça de latão com a barra roscada. Vamos usar uma cola trava-rosca para vedar a rosca e evitar vazamentos. Veja na próxima página.



 Pegamos essa barra roscada de 6mm x 40 mm e vamos meter-lhe um furo de 2mm pelo centro, de uma ponta a outra da barra. O truque da inversão Normalmente prendemos a broca no mandril da furadeira e deixamos a peça presa na morsa. Porém, para fazer um furo no centro de um cilindro, descobri que prender a peça no mandril é MUITO melhor. Veja na foto abaixo: Prendemos a barra roscada no mandril superior e usamos um outro mandril para prender e segurar a broca. A maior vantagem de fazer assim é que conseguimos centralizar melhor os furos.
Pegamos essa barra roscada de 6mm x 40 mm e vamos meter-lhe um furo de 2mm pelo centro, de uma ponta a outra da barra. O truque da inversão Normalmente prendemos a broca no mandril da furadeira e deixamos a peça presa na morsa. Porém, para fazer um furo no centro de um cilindro, descobri que prender a peça no mandril é MUITO melhor. Veja na foto abaixo: Prendemos a barra roscada no mandril superior e usamos um outro mandril para prender e segurar a broca. A maior vantagem de fazer assim é que conseguimos centralizar melhor os furos. 
 Note o ponto central, indicando que a broca marcou o ponto. Para saber se a broca está no centro, ao pressionar a broca contra a peça, esta deve ficar paradinha, sem tremer ou balançar.
Note o ponto central, indicando que a broca marcou o ponto. Para saber se a broca está no centro, ao pressionar a broca contra a peça, esta deve ficar paradinha, sem tremer ou balançar.  Depois de achar o centro, você deve baixar a peça contra a broca até fazer o furo nos 40 mm de barra roscada que cortamos. Essa furação é relativamente simples, mas se não for feita com os cuidados necessários, a broca quebra e tanto a peça quanto a broca são perdidas. Estes são os cuidados ao fazer este furo:
Depois de achar o centro, você deve baixar a peça contra a broca até fazer o furo nos 40 mm de barra roscada que cortamos. Essa furação é relativamente simples, mas se não for feita com os cuidados necessários, a broca quebra e tanto a peça quanto a broca são perdidas. Estes são os cuidados ao fazer este furo:

 Depois de cortar o pedaço, encaixe ele no mandril da furadeira e inicie o processo de desbaste da ponta. Para isso usamos uma lima chata ou quadrada e um todo de madeira.
Depois de cortar o pedaço, encaixe ele no mandril da furadeira e inicie o processo de desbaste da ponta. Para isso usamos uma lima chata ou quadrada e um todo de madeira.  A medida que a ponta gira você deve usar a lima normalmente, com movimento vai e vem para desbastar a ponta de latão em um formato cônico.
A medida que a ponta gira você deve usar a lima normalmente, com movimento vai e vem para desbastar a ponta de latão em um formato cônico.  Veja o desbaste quase terminado.
Veja o desbaste quase terminado. 
 Agora com a broca de 0,6 mm vamos fazer um furo no centro do cone. Usamos a mesma técnica de deixar a broca parada e a peça girando.
Agora com a broca de 0,6 mm vamos fazer um furo no centro do cone. Usamos a mesma técnica de deixar a broca parada e a peça girando.  Depois de furar, vemos o lindo orifício na ponta de latão. Não saiu exatamente no centro, mas para a impressão 3D isso não importa muito.
Depois de furar, vemos o lindo orifício na ponta de latão. Não saiu exatamente no centro, mas para a impressão 3D isso não importa muito.  Agora vamos preparar o pedaço de latão para que ele encaixe na barra roscada de 6mm. Inicialmente marcamos a broca de 2mm para saber que ela só poderá entrar até a marca no latão.
Agora vamos preparar o pedaço de latão para que ele encaixe na barra roscada de 6mm. Inicialmente marcamos a broca de 2mm para saber que ela só poderá entrar até a marca no latão.  Prendemos a peça com a ponta reta para baixo e colocamos a broca de 2 mm no mandril fixo. Aquela mesma técnica... acha o centro e perfure até que a broca de 2mm atinja a marca feita com a caneta.
Prendemos a peça com a ponta reta para baixo e colocamos a broca de 2 mm no mandril fixo. Aquela mesma técnica... acha o centro e perfure até que a broca de 2mm atinja a marca feita com a caneta.  Temos até o momento, a seguinte peça: De um lado, um furo guia de 2mm que vai quase até o outro lado.
Temos até o momento, a seguinte peça: De um lado, um furo guia de 2mm que vai quase até o outro lado.  E na outra ponta, o furo de saída de 0,6mm
E na outra ponta, o furo de saída de 0,6mm 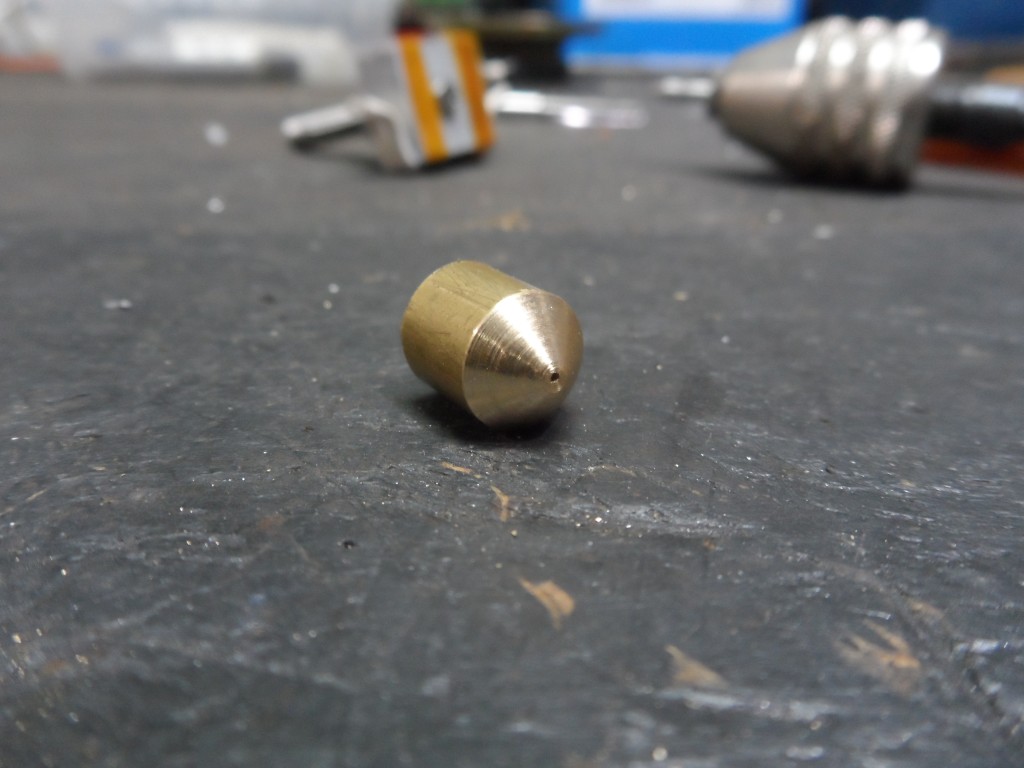 Agora vamos fazer uma rosca na ponta que tem o furo de 2 mm. Vamos usar essa rosca para prender a peça de latão na barra roscada. Vamos na tabela e procuramos a rosca 6mm x 1,00mm que é a rosca da barra roscada. Na foto abaixo, podemos observar o diâmetro da broca que precisamos usar para fazer a rosca de 6mm na nossa ponta de latão.
Agora vamos fazer uma rosca na ponta que tem o furo de 2 mm. Vamos usar essa rosca para prender a peça de latão na barra roscada. Vamos na tabela e procuramos a rosca 6mm x 1,00mm que é a rosca da barra roscada. Na foto abaixo, podemos observar o diâmetro da broca que precisamos usar para fazer a rosca de 6mm na nossa ponta de latão. 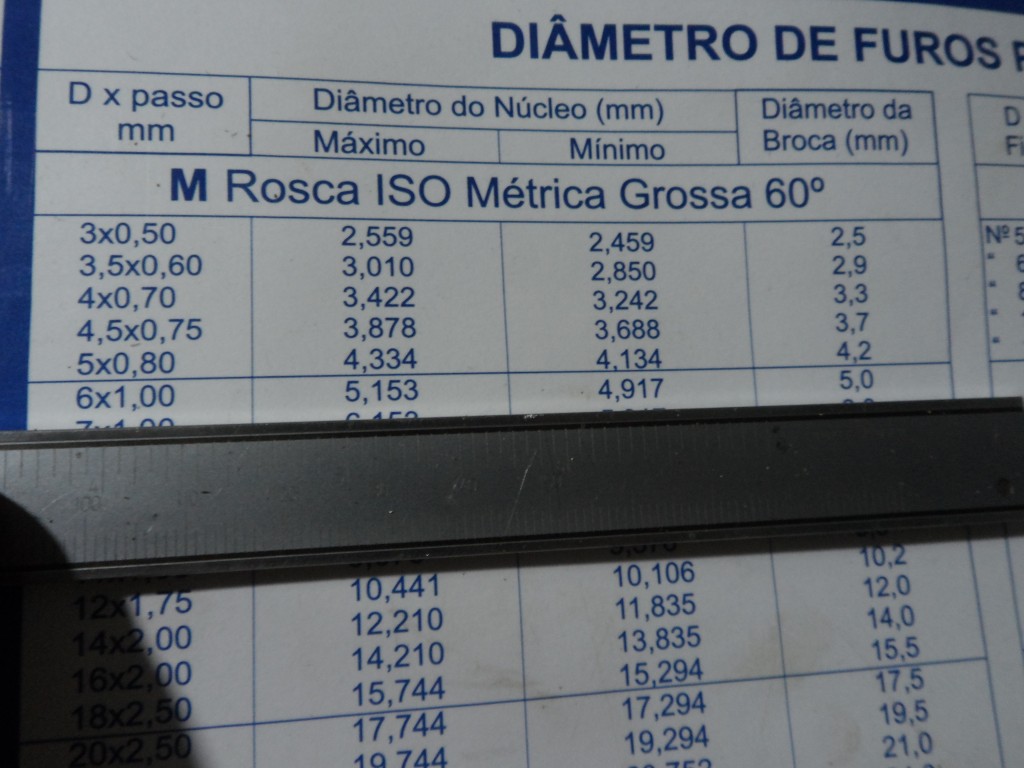 Então pegamos a broca de 5mm e fazemos o furo sobre o furo guia de 2mm que fizemos anteriormente. A peça agora possui um furo de 5 mm e permite que utilizemos uma ferramenta chamada "macho" para fazer a rosca.
Então pegamos a broca de 5mm e fazemos o furo sobre o furo guia de 2mm que fizemos anteriormente. A peça agora possui um furo de 5 mm e permite que utilizemos uma ferramenta chamada "macho" para fazer a rosca.  A ferramenta "macho" é colocada no "vira-macho", ferramenta azul na foto abaixo.
A ferramenta "macho" é colocada no "vira-macho", ferramenta azul na foto abaixo.  Prendemos a peça de latão na morsa e usamos o macho para fazer a rosca de 6mm x 1,00mm
Prendemos a peça de latão na morsa e usamos o macho para fazer a rosca de 6mm x 1,00mm  Linda rosca pronta!
Linda rosca pronta!  Foto do conjunto até o momento: Bloco aquecedor e tubo de extrusão.
Foto do conjunto até o momento: Bloco aquecedor e tubo de extrusão. 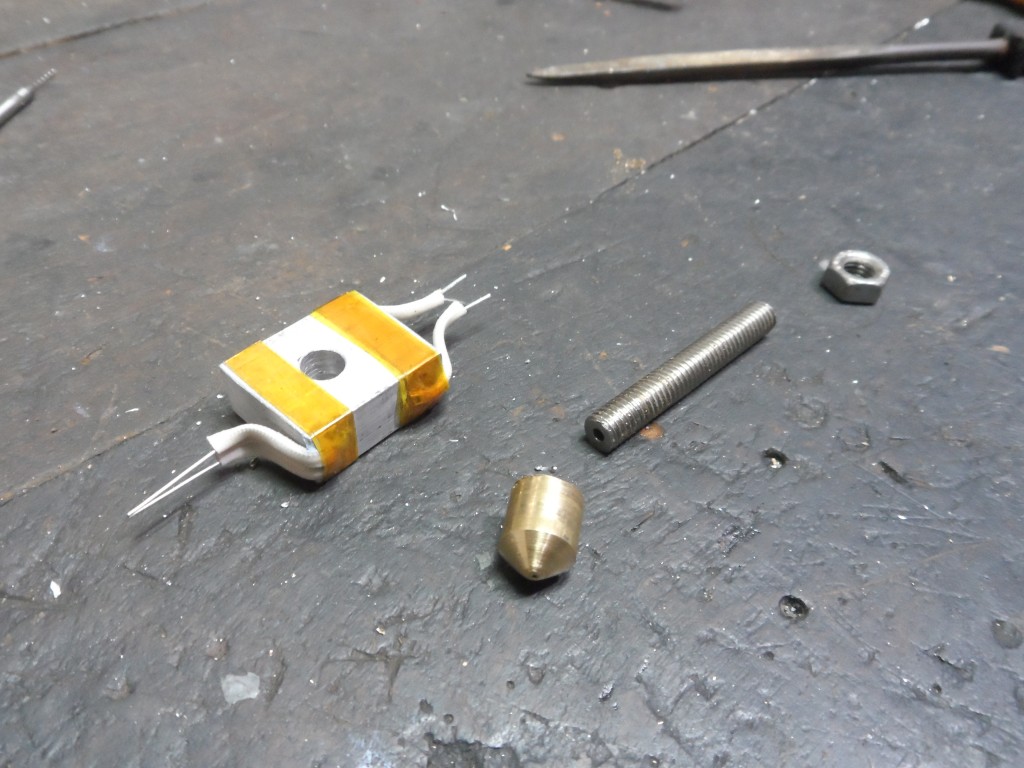 Vamos finalizar o tubo de extrusão, juntando a peça de latão com a barra roscada. Vamos usar uma cola trava-rosca para vedar a rosca e evitar vazamentos. Veja na próxima página.
Vamos finalizar o tubo de extrusão, juntando a peça de latão com a barra roscada. Vamos usar uma cola trava-rosca para vedar a rosca e evitar vazamentos. Veja na próxima página.